The second iteration of our drive spool design incorporates a tubular rim and an enlarged hub. These modifications will hopefully make a substantial improvement.
Tests of the first drive spool showed premature failure when a connection between one of the Kevlar spokes and the rim came loose. The rim then buckled at that point. This analysis was only possible using video taken of the failure; the actual event occurs too quickly to observe directly. If the failed part was the only evidence available, it might seem that the rim suffered a material failure and buckled out of its plane of rotation. However, careful analysis of our video file shows clearly that the spoke came loose before the rim buckled.

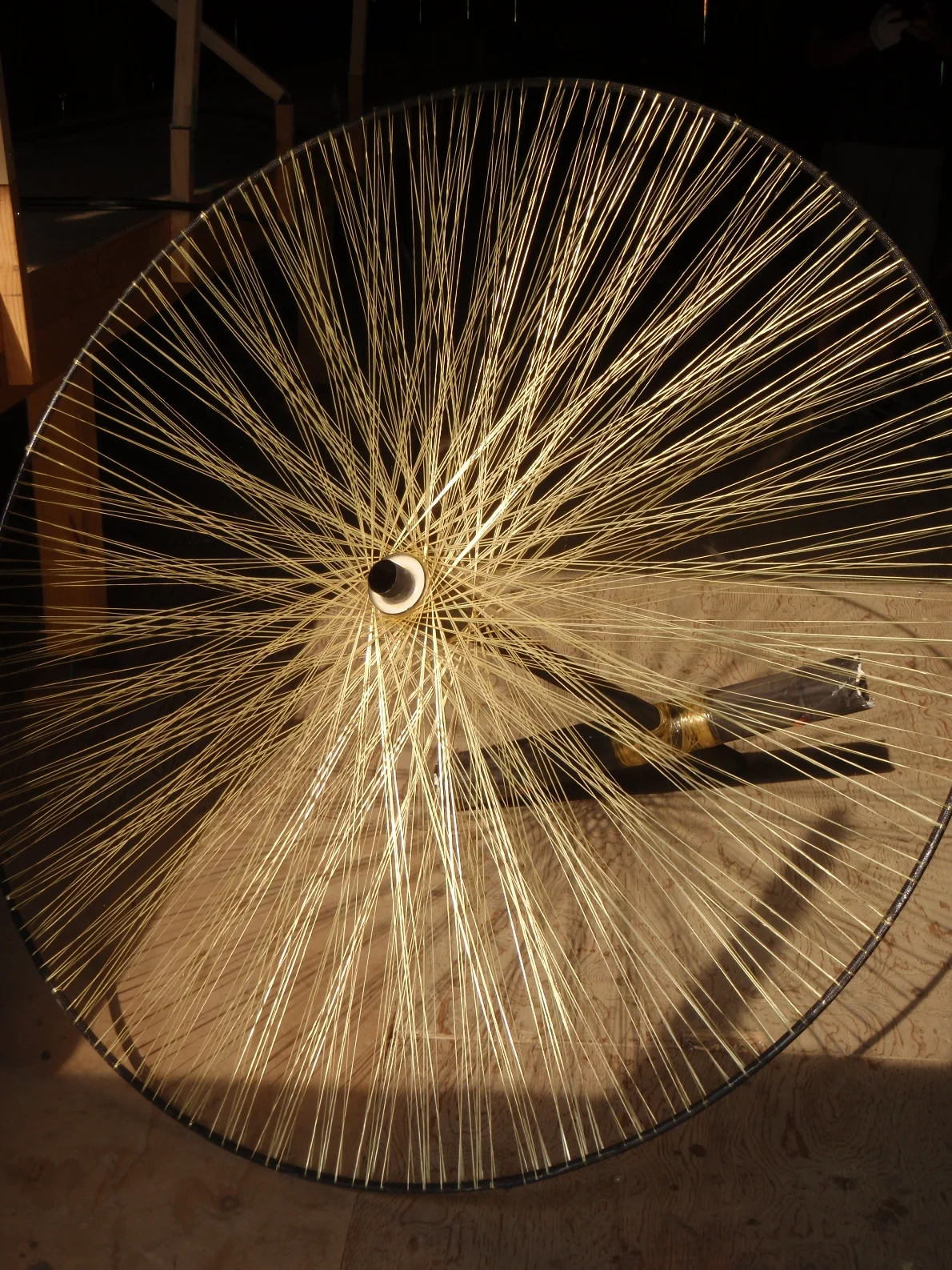
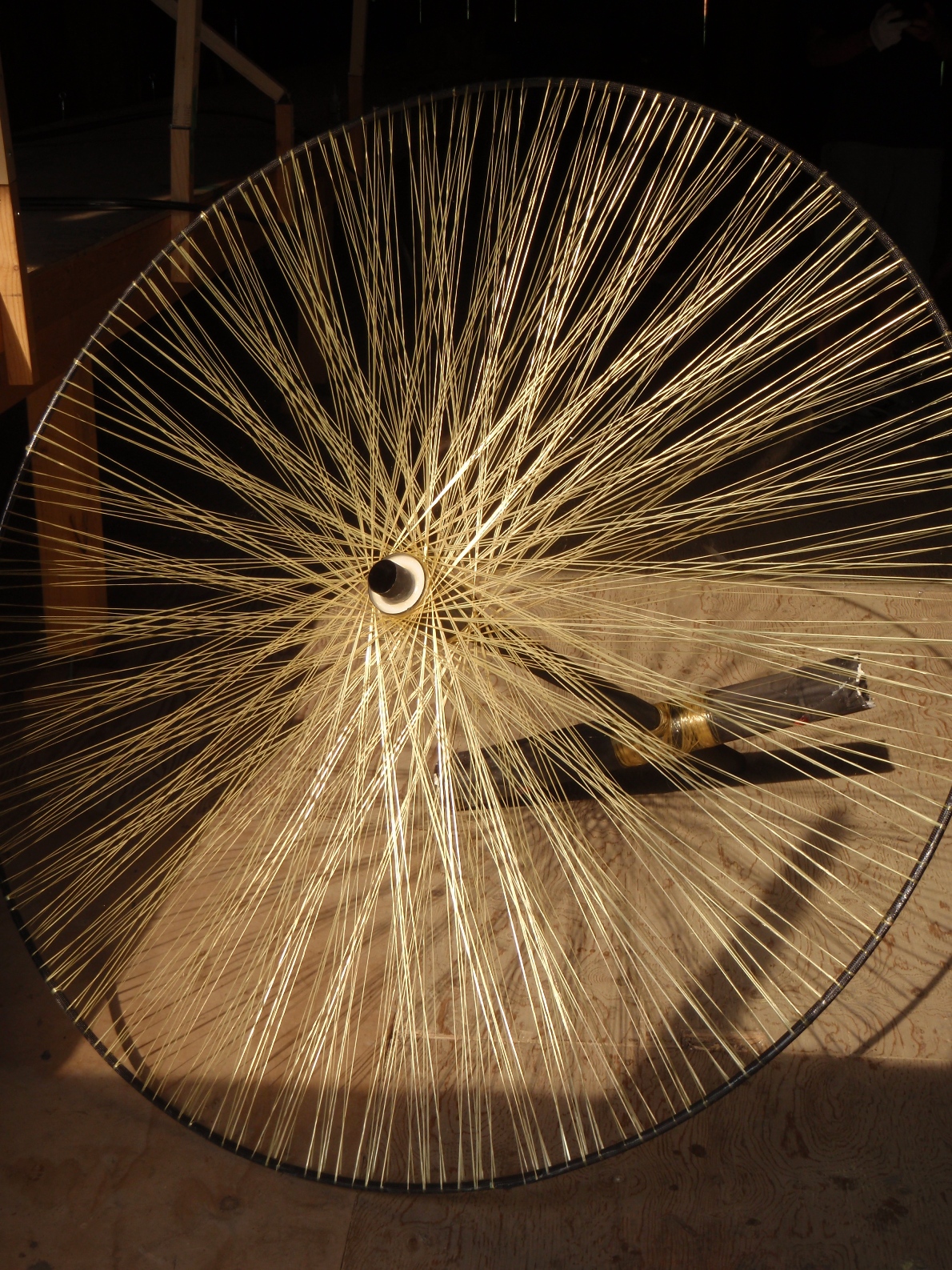
The rim of the second drive spool prototype is a continuous tube of carbon fiber weave. A second channel (not shown) will be affixed on top to hold the drive line. The loads on the rim have been distributed more evenly by creating three times more attachment points for the spokes.
This failure occurred at a mere 13% of the design load, but has made us aware of some critical design considerations. The initial prototype had too many joints between the spokes and the rim, each of which was a potential weak point. Even with careful quality control, these attachment points proved too risky. Brainstorming with the team has resulted in multiple additional improvements.
The revised design incorporates four main improvements:
- The rim is now a two-part structure composed of a tubular structural member with a u-channel bonded to its surface. This will dramatically increase the stiffness of the rim without greatly increasing its weight.
- Spokes are now wound and bonded to the tubular rim member only, removing the need to cut each Kevlar line as it passes over the u-channel. This almost entirely removes the possibility of a spoke peeling off the rim, as occurred in the failure of the first prototype. Remaining loose ends will be wrapped around the rim to increase the bonded area and so further reduce the likelihood of a bond failure.
- The hub is enlarged with a section of wider carbon tube. This more effectively transmits torque through the structure, reducing the load on each spoke.
- The spoke pairs now attach at more numerous points around the rim, distributing loads and reducing the unsupported length on the rim (a critical factor in buckling failures).
The new rim was constructed in two stages, and required only slight modification to the existing mold. It proved very stiff, easily able to hold its shape. 32 lengths of Kevlar line were wrapped in a repeating pattern to create the spokes. The outer u-channel (formed separately on the same mold as the tubular rim) was then bonded over top of the spokes.

The drive spool hub was enlarged with a carbon tube sleeve and discs of structural foam. This will greatly reduce the tension in the spokes by allowing a more efficient angle for the transfer of torque.
The second prototype was mounted in the test rig on the same drive shaft as the first (the original prototype had been removed so that the drive shaft could be reused for further tests). At an applied load of 20 kg (45 lbs), the drive shaft itself failed in torsion. The drive spool prototype was undamaged, so an aluminum sleeve was bonded inserted and bonded within the remaining pieces of the drive shaft so that testing could continue.
Continued testing initially seemed promising; the load had been increased to 34 kg (75 lbs) without failure. At this point it was realized that one of the pulleys in the loading mechanism was not moving smoothly, and was in fact reducing the load seen by the prototype. The loading mechanism was repaired and loads were reapplied until failure. The part buckled out of plane before material failure occurred. Again, video footage was critical in analyzing the failure. Within the span of half a second, the rim passed through a complicated series of buckling modes, suffering two breaks in the process.
Additional resistance to buckling can be given in several ways, including additional stiffness in the rim, additional spokes, or a wider spacing of the spokes on the hub. An interesting observation was the tendency of the spool to lock back in its original form when bent back towards the correct shape. Once in place, the spool could take much of the previous load before buckling again (despite the presence of two breaks in the rim).
We will continue to post updates as the testing and revision of this critical component progresses.